標準機能で計算できないなら、iconCFDカスタマイズソルバーで解決!(その1)

皆さま、こんにちは。
IDAJの伊藤です。
iconCFDは、GPLライセンスに基づくオープンソースソフトウェアで、問題に応じてソースコードを変更・修正することができます。
IDAJは、商用CFDソフトウェアやiconCFDの標準機能で考慮できない計算モデルやソルバーが必要となった場合は、iconCFDのソースコードに手を加えてカスタマイズソルバーを作成してご提供してきました。また個別にカスタマイズしたソルバーは、iconCFD用のGUIで設定することができないため、お客様に設定ファイルをご準備いただく必要がありました。
ここでは、これまでに開発したカスタマイズソルバーと、カスタマイズソルバーを使った解析設定の工数削減のために開発したGUIについて、VOF沸騰ソルバー用のGUI開発等を例にご紹介します。
|
iconCFDカスタマイズソルバー |
解析事例 |
|
VOF沸騰ソルバー(本記事でご紹介します。) |
焼き入れ解析 |
|
液膜相変化モデル |
シリコンウェーハの洗浄・乾燥解析 |
|
VOFエアレーションモデル、エロージョンモデル |
配管中のエロージョン解析 |
|
FGM(Flemelet Generated Manifolds)モデル |
ガスバーナー燃焼器 |
VOF沸騰ソルバー
焼き入れ工程は、部品を800℃以上の高温に加熱した状態で水や油に浸けて急冷し、部品の硬度を上げる熱処理工程で、強度が求められるシャフトや歯車などの工業部品を製造する上では欠かせません。しかしこの工程では大きな冷却ムラが発生することがあります。これが発生すると製品の品質が均一でなくなり、最悪の場合は製品が破損することがあります。このような製品品質を悪化させる冷却ムラの発生を予測するために、数値シミュレーションが活用されています。
従来の焼き入れシミュレーションでは、流体側は計算せずに部品表面に実測から推定される熱伝達率を与えて固体の温度変化のみを解くシミュレーションや、流体側を考慮する場合でも水や油の相変化を考慮しないシミュレーションが行われてきました。これは流体側の相変化を考慮すると計算が発散しやすくなり、計算時間が大幅に長くなるためです。
焼き入れ工程のイメージ
一般に加熱壁面が蒸気で覆われると熱伝達が阻害されることが知られているため、流体の相変化は冷却ムラの予測に大きな影響を与えます。このケースでは、Bottom(1)と定義された歯車のくぼみ部分で熱伝達率が極端に小さくなっていることが分かります。Bottom(1)は、形状的に発生した蒸気が溜まりやすい場所であるため熱伝達率が小さくなり、他の場所よりも温度の低下速度が遅くなっています。このような実測結果を再現するには、流体の相変化を考慮した流体-固体熱連成解析を実施する必要があります。
この計算は、他のCFDソフトウェアでは計算が不安定になる問題の一つであったため、iconCFDで計算が発散する原因を特定し、焼き入れ解析が可能なカスタマイズソルバーを開発しました。相変化を考慮する計算は従来の計算よりも計算時間はかかりますが、iconCFDは並列数を増やしてもソフトウェアの使用料が増えることがないため、並列数を増やすことで計算時間の増加を緩和できます。
![歯車(上)の油焼き入れ実験から算出された歯車の場所ごとの熱伝達率(下) [1]](https://www.idaj.co.jp/blog/wp-content/uploads/kimiko-nakai/30620b83ba37d65cc929402b0ab1861d.png)
歯車(上)の油焼き入れ実験から算出された歯車の場所ごとの熱伝達率(下) [1]
1.解析事例:銀棒の水焼き入れ解析
直径10mmの銀棒の水焼き入れ解析を実施し、公開されている測定点での温度変化の実測データ[2]と比較しました。iconCFDで開発したVOF沸騰ソルバーの結果が、実測を再現できていることが分かります。
![銀棒の水焼き入れ実験[2]](https://www.idaj.co.jp/blog/wp-content/uploads/kimiko-nakai/3db9a496903a3407a074e3a42fb72abc.png)
銀棒の水焼き入れ実験[2]
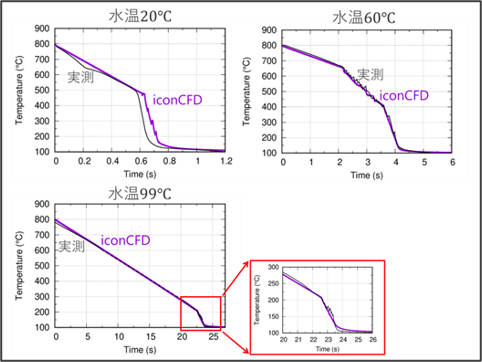
温度測定点での温度の比較(黒線:実測、紫線:iconCFDで開発したVOF沸騰ソルバーでの計算結果)
2.解析事例:複数歯車の油焼き入れ解析
850℃の歯車を20個配置して、下から130℃の焼き入れ油を流入させる解析です。歯車の内部温度や周囲の液体油の分布の時間変化を見ると、これらは文献[1]と同様、蒸気の溜まる歯車の底辺部分の冷却速度が非常に遅くなっています。この解析には実測データがないため定量的な比較は行っていませんが、実測の定性的な傾向は再現できています。本ソルバーをご利用いただければ、焼き入れ油の流入速度の違いによる歯車の冷却速度の違いも計算できます。ご興味のある方は是非、お問い合わせください。
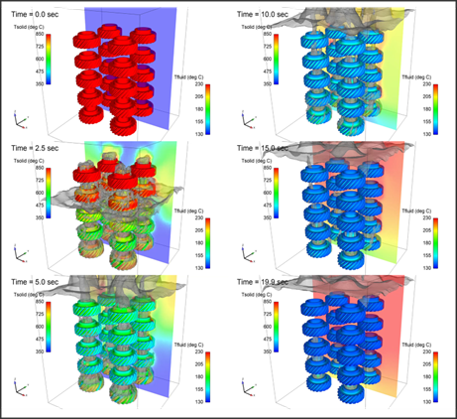
歯車の表面温度と流体温度(断面)、気液界面
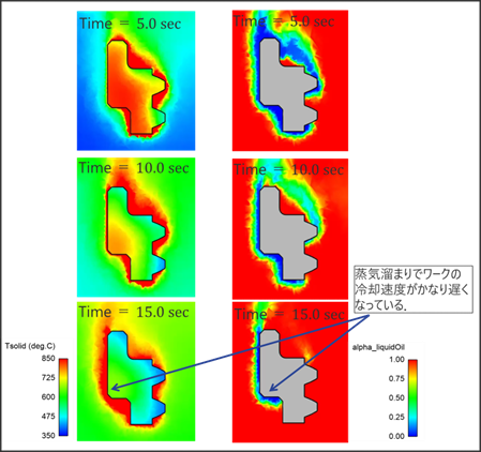
歯車の内部温度と流体温度(左)、歯車周囲の液体油の体積分率(右)
3.統合有限要素法解析プログラムSIMULIA Abaqus Unified FEA形式へのデータ変換
本ソルバーで計算した流体温度(雰囲気温度)や熱伝達率の時系列データをAbaqus形式(inpファイル)に変換できます。従来までの焼き入れ解析とは異なり、これらのデータを利用して、蒸気による熱伝達の阻害を考慮した構造解析をAbaqus CAEで行うことが可能です。
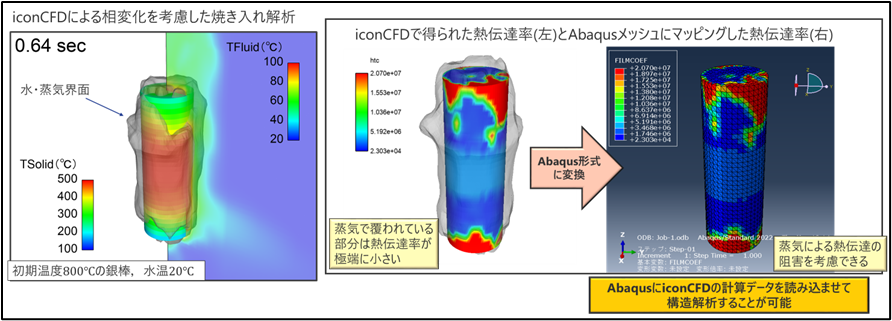
銀棒の水焼き入れ解析のAbaqus形式への変換
参考文献
[1] M. Narasaki, Perspectives on Near-future Technologies Quenching and its Simulation, Nachi technical report, 15A1, (2008), 1.
[2] M. Mitsutsuka and K. Fukuda, Study on the Transition Boiling and Characteristic Temperature in a Cooling Curve during Water Quenching of Heated Metal, Tetsu-to-Hagane, 14, (1984), 2079.
次回、液膜相変化モデル、VOFエアレーションモデル、エロージョンモデル、FGM(Flamelet Generated Manifolds)モデル等についてご説明します。
■IDAJのソーシャルメディア
Twitter:IDAJ@IDAJ_CAE
Twitter:ennovacfd@ennovacfd
Facebook:IDAJ@IDAJ.CAE
Facebook:ennovaCFD@ennovaCFD
Youtube:IDAJ Youtube channel
■お問合せ先
株式会社 IDAJ 営業部
Webからのお問い合わせはこちら
E-mail:info@idaj.co.jp